對Glorystar來說,質量既不是口號也不是部門;而是公司的操作系統。
每一台離開我們工廠的雷射機器必須通過 339個明確定義的檢查閘—每一個都是硬性的停頓,而非建議。這些檢查閘分為四個層級:
| 層級 | 紀律 | 標準數 | 目標 |
|---|
| I | 材料驗證 | 144 + | 在進行焊接之前,驗證冶金成分、機械強度和耐腐蝕性。 |
| II | 組裝過程 | 70 + | 在每個工作站認證扭矩準確性、夾具對齊和焊接完整性。 |
| III | 系統級精度 | 125 + | 保證微米級定位、加速平順性和光學聚焦。 |
| IV | 最終接受 | 完全的339 | 在客戶指定的功率和工作週期下,進行切割性能、重複性和安全互鎖的壓力測試。 |
這種架構形成了一道級聯防線——每一層防止缺陷向下游傳遞,使返工幾乎消失。

金錢無法購得的知識資本
- 20 + 年雷射專業知識
自2003年以來,我們已經在100多個國家運送了成千上萬台雷射切割機、焊接機和標記系統。
- 200位專家顧問組
冶金學家、軟體架構師、光子學博士和LEAN六西格瑪黑帶在同一屋簷下交叉傳播想法。
- 400 + 獨立知識產權資產
專利範圍從空心防變形床到AI驅動的光束診斷,確保每項創新均獲得法律保護且可製造。
- 封閉環路質量可追溯性
每個序列號都與BOM、測試數據和服務歷史數位鏈接,形成您的設備的隨時可用的“電子護照”。
計量武器庫 – 測量無形的東西
精度始於能夠 測量比您承諾的公差更小的數值。因此,Glorystar在實驗室級儀器上進行投資:
| 儀器 | 來源 | 我們測量的內容 | 為什麼這很重要 |
|---|
| 光學準直器 | 德國 | 導軌平整度和直線度 | 消除在高速度下可能造成的微量誤差。 |
| 指示表 (±1 µm) | 日本 | 齒條平行度 | 防止回彈和不均勻齒磨損,確保長期準確性。 |
| Keyence超高解析度顯微鏡 | 日本 | 表面粗糙度、毛刺高度 | 確認切割表面符合“可焊接”的規格,無需後處理。 |
| 數字游標卡尺和千分尺套件 | 美國 | 小部件尺寸驗證 | 確保每個隔板、墊片和支架第一次就能合適。 |
| 英國Renishaw雷射干涉儀 | 英國 | 軸向定位誤差補償 | 校準行程準確性至 ±0.02 mm, 超過ISO 230-2。 |
| 雷射追蹤器和三坐標測量機 | 瑞士 | 整機體積準確性 | 在溫控條件下驗證三維幾何。 |
通過將這些工具與SPC儀表板搭配使用,統計學家可以在顯示器出現偏差之前預測其漂移。
339步驟質量管道運作中
- 進貨IQC: 每一根鋼條和每一批電子產品都會與 144點材料標準進行掃描;不合格批次會在15分鐘內被隔離。
- 過程中的Poka-Yoke: 組裝夾具整合RFID鎖定扭矩扳手——如果緊固件不符合規格,工作站將拒絕運行。
- 熱穩定性保證: 我們的專利空心床和雙層桌子經過 24小時模擬高功率燒機 ,同時熱傳感器以2赫茲記錄數據;若偏差超過0.1 °C則觸發重新機械加工。
- 雷射干涉儀對準: 在最終建設確認前,每個軸運行100點補償圖,達到 線性準確度≤ 0.02 mm 和重複性≤ 0.015 mm。
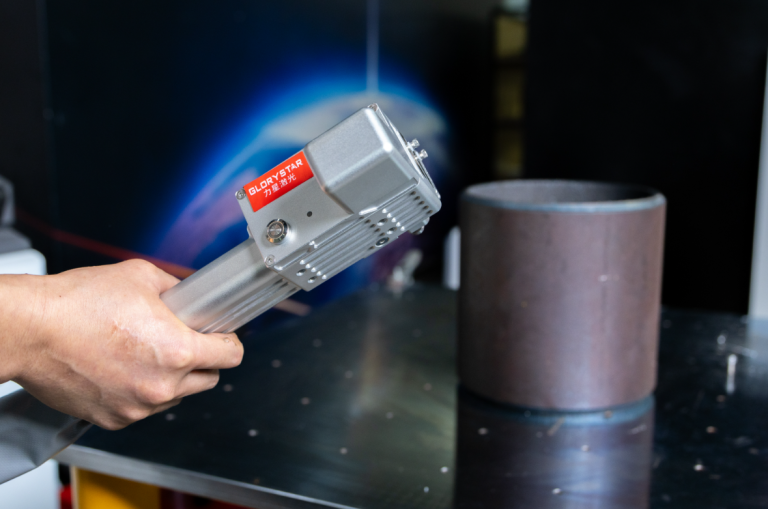
- 全面威力切割稽查: 操作員執行客戶指定的測試零件——通常為30 mm碳鋼斜切或3 mm鏡面處理的鋁標誌。只有當切口寬度、垂直度和毛刺高度超過全球基準時,我們才會綠色標籤該機器。
驗證我們紀律的證書
- ISO 9001質量管理體系 – 持續改進的框架。
- ISO 14001環境管理 – 確保可持續運作。
- FDA(美國)和SGS(瑞士) – 驗證電氣安全和電磁兼容性。
- CE(歐盟) – 確保符合機械和低電壓指令。
多個全球認可的審核機構將我們的質量成熟度評級為“A級”,表示現場失敗率低於200 ppm。
生命週期質量 – 超越工廠大門
Glorystar的承諾遠超過啟用:
- 雲鏈結狀況監控 – 傳感器將振動、溫度和光二極管數據串流至我們的數據湖;異常情況會主動提出服務請求。
- 備件DNA標記 – 序列化二維碼與母機的數位護照同步,在升級或更新期間保持可追蹤性。
- 現場流程稽查 – 流動質量團隊每年兩次拜訪戰略客戶,重新校準光學設備,並驗證操作參數是否仍符合規格。
為什麼這對您很重要
- 保證第一次就達標的產量 – 減少廢料,降低氣體費用,更快的投資回報率。
- 可預測的維護窗口 – 事先計劃服務事件,而不是對其作出反應。
- 遵循法規的安心 – CE/FDA/ISO檔案為任何審核員準備妥當。
- 保留轉售價值 – 具有驗證數位護照的機器在二手市場上可以獲得更高的價格。
從我們記錄的第一個材料熱號到我們驗證的最後一微米,Glorystar 339層質量盾牌對我們的客戶意味著一件事:信心,一次次切割,年復一年。